 |













| MODEL: | |
|---|---|
| Количество: | |
5566/5557
DLL
СПЕЦИФИКАЦИЯ
ГАСТРОНОМ
ЖЕJIANG DELI CONNECTORS CO., LTD.
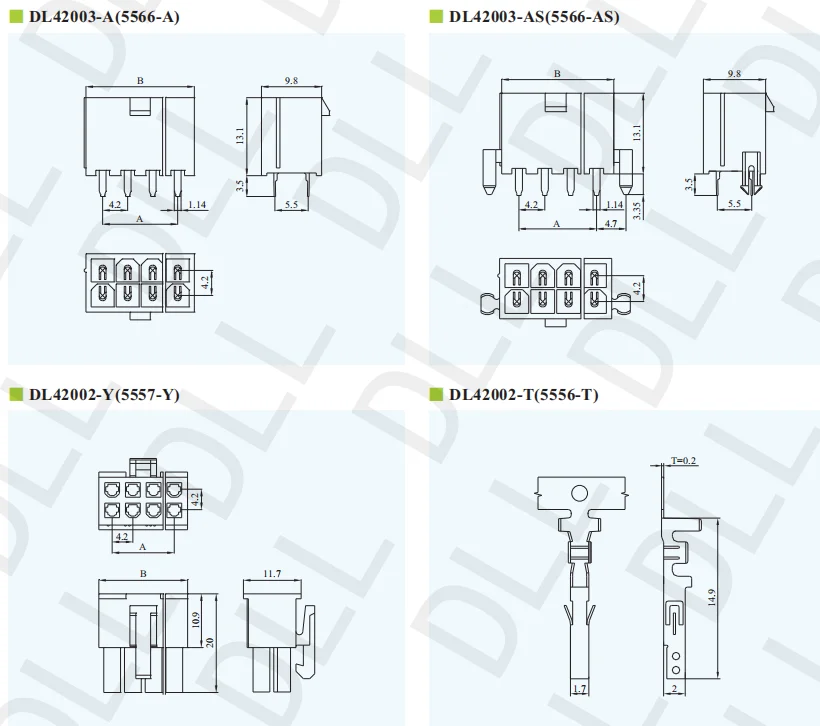
альтернативный 5566-контактный разъем питания адаптера; разъем питания адаптера molex 5566-контактный разъем
Номинальное напряжение: | 300 В переменного тока, постоянного тока |
Номинальный ток: | 9А переменного тока, постоянного тока |
Контактное сопротивление: | 20 МОм макс. |
Сопротивление изоляции: | 1000 МОм мин. |
Выдерживаемое напряжение: | 1500 В переменного тока/минуту |
Температура: | -25℃~+85℃ |
МАТЕРИАЛ
ГАСТРОНОМ
ЖЕJIANG DELI CONNECTORS CO., LTD.
Жилье: | (Нейлон) УЛ94-В0(2) |
Терминал: | Фосфорная бронза, луженая |
Вафля: | (Нейлон) УЛ94-В0(2) |
Больше продуктов на ваш выбор:

Приложение
Выбор и настройка этих специализированных инструментов сам по себе может занять много времени. Операторы должны быть обучены тому, как правильно использовать конкретные инструменты, и могут потребоваться дополнительные шаги по калибровке инструментов для достижения оптимальной производительности. Это время наладки сокращает фактическое время, доступное для процесса сварки, тем самым влияя на общую эффективность производства.
СПЕЦИФИКАЦИЯ
ГАСТРОНОМ
ЖЕJIANG DELI CONNECTORS CO., LTD.
альтернативный 5566-контактный разъем питания адаптера; разъем питания адаптера molex 5566-контактный разъем
Номинальное напряжение: | 300 В переменного тока, постоянного тока |
Номинальный ток: | 9А переменного тока, постоянного тока |
Контактное сопротивление: | 20 МОм макс. |
Сопротивление изоляции: | 1000 МОм мин. |
Выдерживаемое напряжение: | 1500 В переменного тока/минуту |
Температура: | -25℃~+85℃ |
МАТЕРИАЛ
ГАСТРОНОМ
ЖЕJIANG DELI CONNECTORS CO., LTD.
Жилье: | (Нейлон) УЛ94-В0(2) |
Терминал: | Фосфорная бронза, луженая |
Вафля: | (Нейлон) УЛ94-В0(2) |
Больше продуктов на ваш выбор:
Приложение
Выбор и настройка этих специализированных инструментов сам по себе может занять много времени. Операторы должны быть обучены тому, как правильно использовать конкретные инструменты, и могут потребоваться дополнительные шаги по калибровке инструментов для достижения оптимальной производительности. Это время наладки сокращает фактическое время, доступное для процесса сварки, тем самым влияя на общую эффективность производства.